
High Speed 3D Printing Follow-up & the Importance of Filament
Soon after doing research for our last blog post and watching CNC Kitchen’s video on the same topic, we realized that a previous experience we encountered with our Bambulab X1C was relevant to the discussion on high speed printing and part strength.
One of our thoughts and conclusions from the research was that flow plays a large factor in part strength and part defects resulting from high speed printing. This was confirmed empirically by Stefan (CNC Kitchen) in the video linked above. Flow can be affected by many factors, and one of them is filament. This is what we want to discuss today.
Several months ago we ran into issues with poor top layers on a part that we print for a small Etsy product. No settings had been changed and we ran through all the appropriate troubleshooting steps. It wasn’t until we tried a different batch of filament that we discovered that the problem was the filament itself. And no, it wasn’t wet filament. It was later confirmed by Bambulab that they had an issue with a batch of ABS that had poor “flowability”, thus causing these issues.
Note that there are work arounds to still making this filament work, such as slowing speed down and changing the infill type. For example, dropping the speed and switching to a rectilinear rather than grid infill solves this issue entirely. However, this isn’t the focus of discussion for this blog post.

Bad Top Layers
We started experiencing poor top layers all of a sudden and could not narrow down what the issue was. Turns out, it was a bad batch of filament that had poor “flowability”.

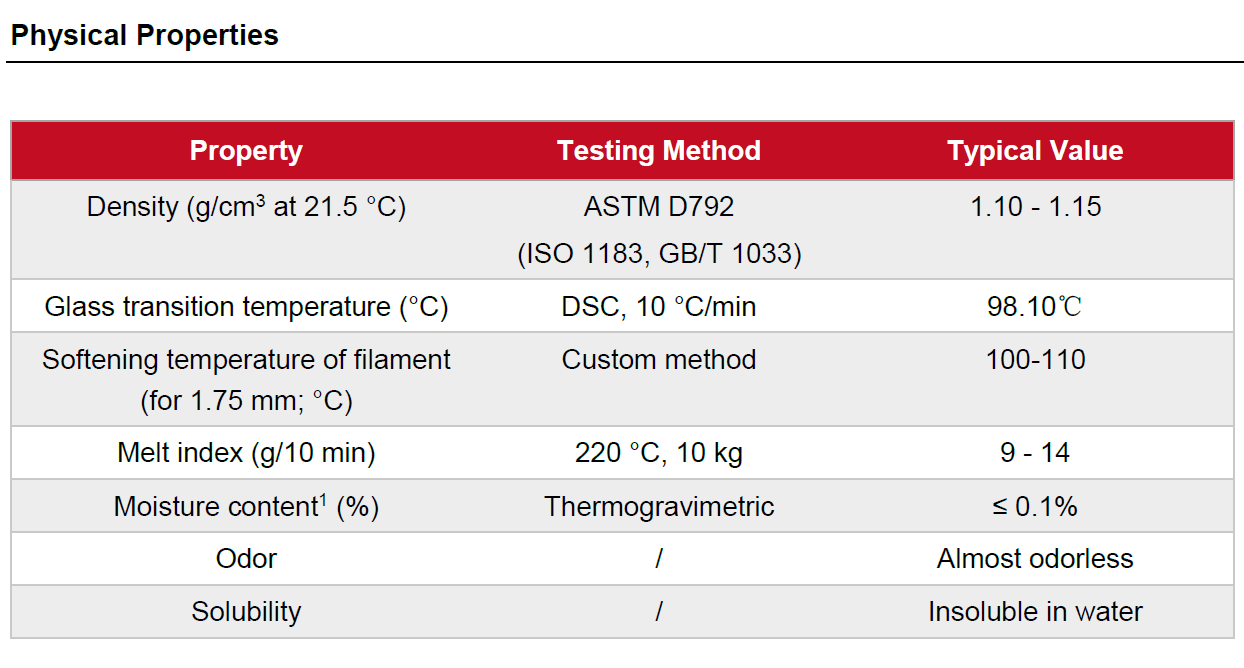
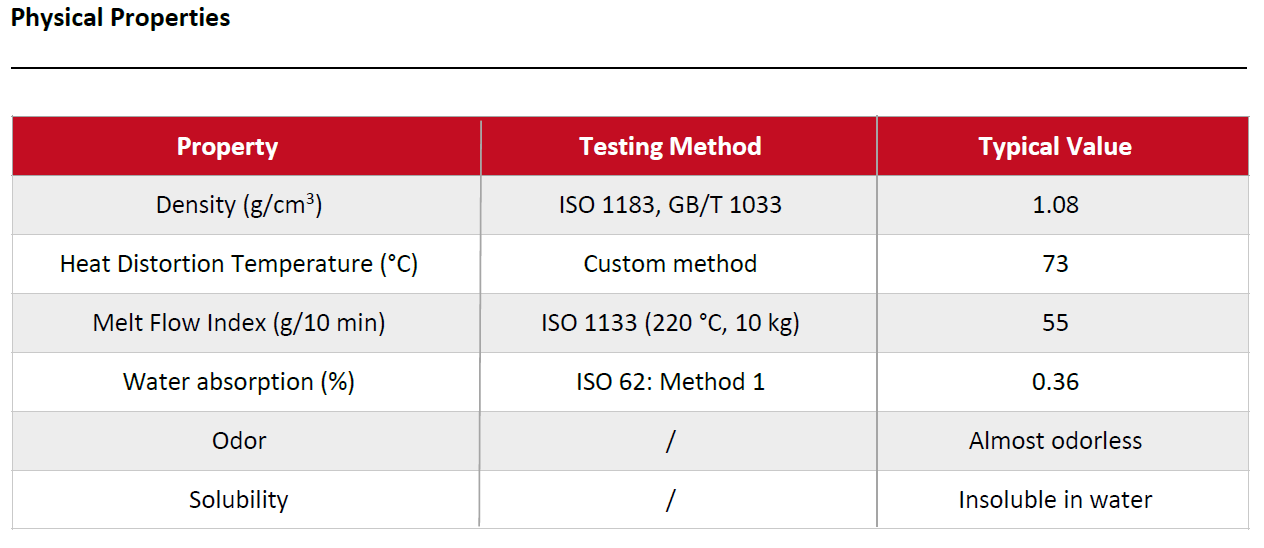
Melt Flow Index (MFI)
There is actually a quantitative measurement for “flowability”. This is called Melt Flow Index (MFI). This image describes the parameter perfectly and is taken from this link.

Batch Issues
Bambulab supports response to our inquiries.
In fact, if we compare datasheets from Raise3D’s normal ABS and Hyperspeed ABS, we can see the huge difference in MFI. There are surely other differences in mechanical properties as well, but we aren’t interested in that. We’re interested in comparing relative strength differences of the same filament at slow, normal, and high speeds. The stark difference in MFI is telling in terms of what chemical innovations need to happen to ensure reliable, strong high speed printing.
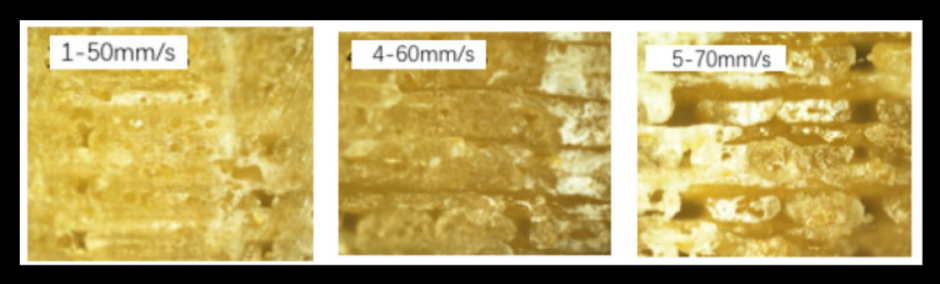
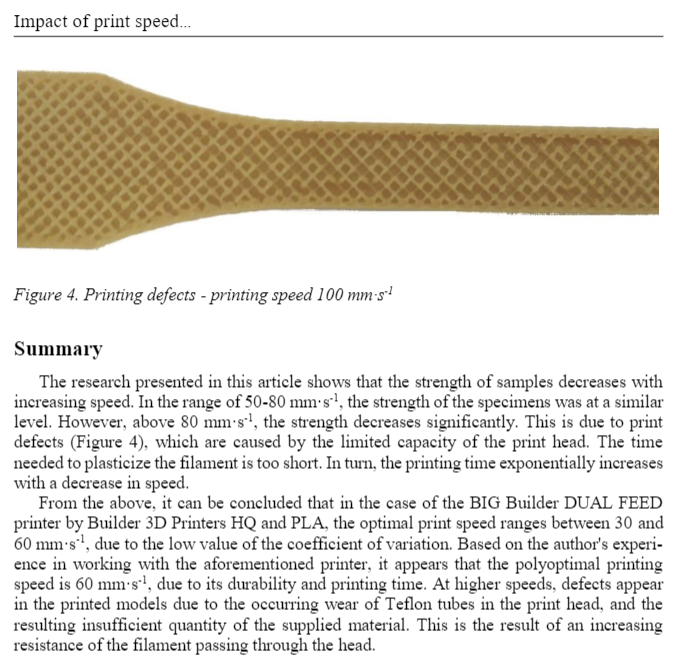
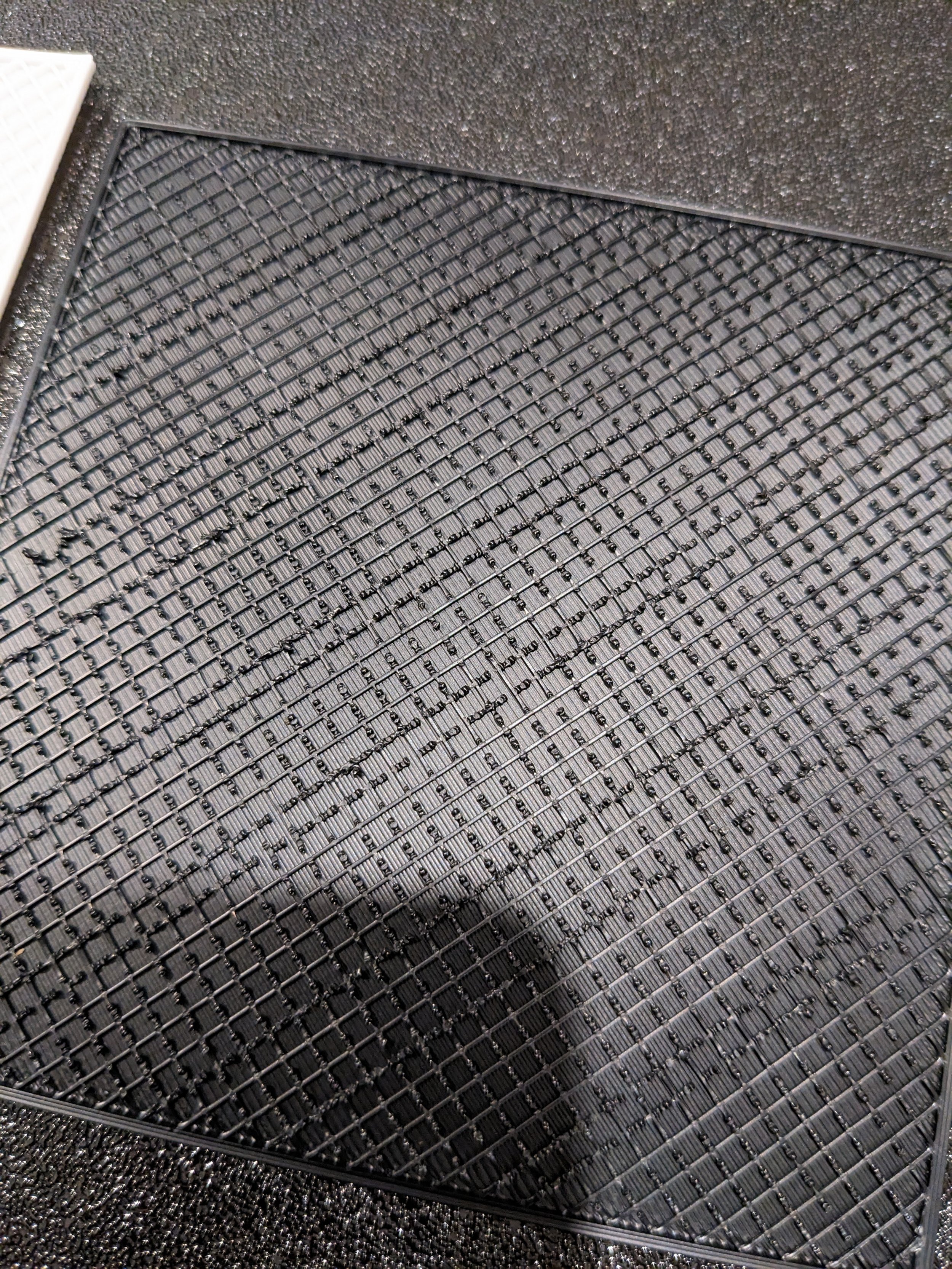
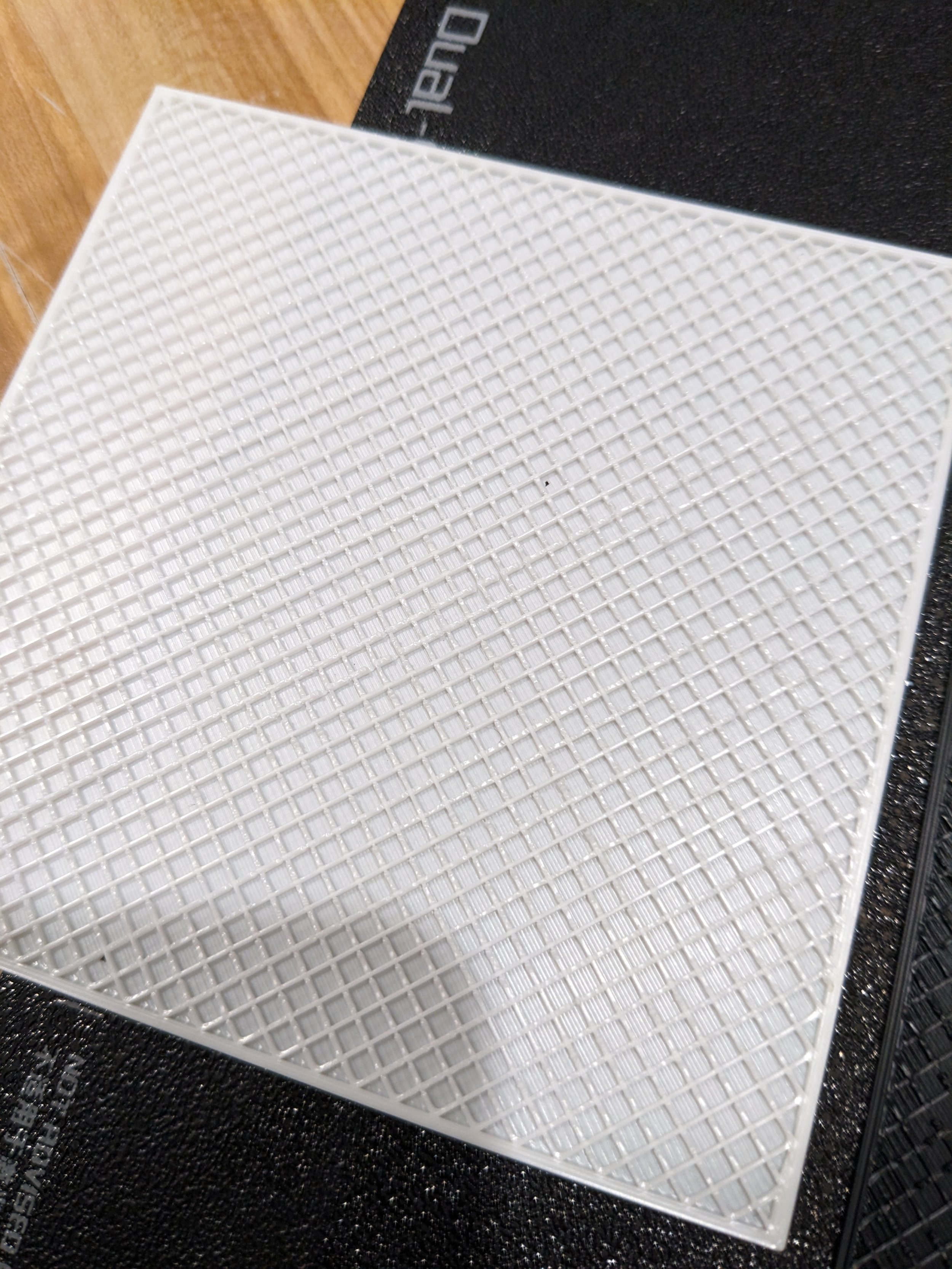
So if we circle back to findings from our research in the last blog, we know that part defects contribute highly to a reduction in part strength when high speed printing and are likely the main reason why a inverse relationship between strength and speed exist. This means that if one is able to improve the MFI of filament for high speed printing, one can assume there will be less defects and thus, better part strength during high speed printing. The third image below is an example of defects we observed on the bad batch of Bambulab ABS. It’s supposed to look like the fourth image, which happens to be white ABS, but still proves the point.
So what are our conclusions here?
From research and testing, flow can play a large factor in reducing part strength with increasing speeds, largely because of under extrusion and part defects from inadequate flow.
Filament designed with a large MFI and high speed printing in mind will inevitably print stronger than normal filament, with less defects that contribute to a reduction in strength as well as aesthetics
As high speed printing becomes more ubiquitous, there is no doubt going to be improvements in filament that enables strong prints regardless of print speed
Thanks for reading, we hope you learned something. Please subscribe if you’re interested in getting notified of our next blog post. And please check out our other pages like our Product page or our Work Example page. Feel free to reach out to us at any time!